時間:2021-01-29 16:39來源:原創(chuàng) 作者:智泰咨詢 點(diǎn)擊:
次
什么是快速換模?
Single Minutes Exchange of Dies.
SMED系統(tǒng):是一種能有效縮短產(chǎn)品切換時間的理論和方法�����。
什么是快速換模?
Single Minutes Exchange of Dies.
SMED系統(tǒng):是一種能有效縮短產(chǎn)品切換時間的理論和方法���。
SMED在50年代初期起源于日本�����;由(新江重夫)在豐田企業(yè)發(fā)展起來����;
Single的意思是小于10分鐘(Minutes);
最初使用在汽車制造廠��,以達(dá)到快速的模具切換(Exchange of Dies)����;豐田現(xiàn)場人員經(jīng)過長期探索,將沖壓工序沖床模具裝換調(diào)整所需時間���,從1945年至1954年的3小時��,縮短為1970年以后的3分鐘�,現(xiàn)在�����,豐田汽車公司利用設(shè)備快速裝換調(diào)整SMED法,所有大中型設(shè)備的裝換調(diào)整作業(yè)均能在10分鐘之內(nèi)完成�����。企業(yè)產(chǎn)品切換時間由4小時縮短為3分鐘���。
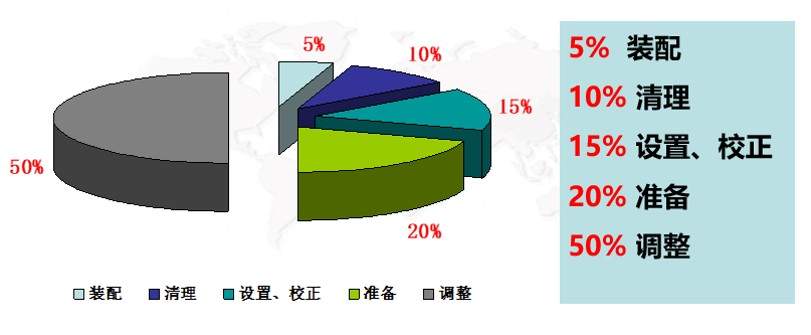
常見換模的基本構(gòu)成:
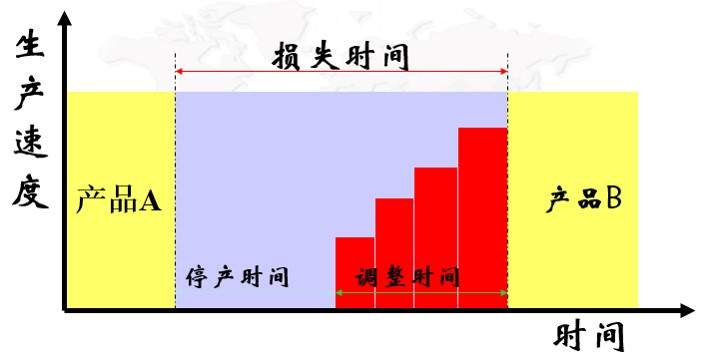
切換時間的定義:
從上一個產(chǎn)品生產(chǎn)結(jié)束到下一個合格品生產(chǎn)出來并達(dá)到設(shè)計(jì)速度所需的時間
換模過程中的時間損失:
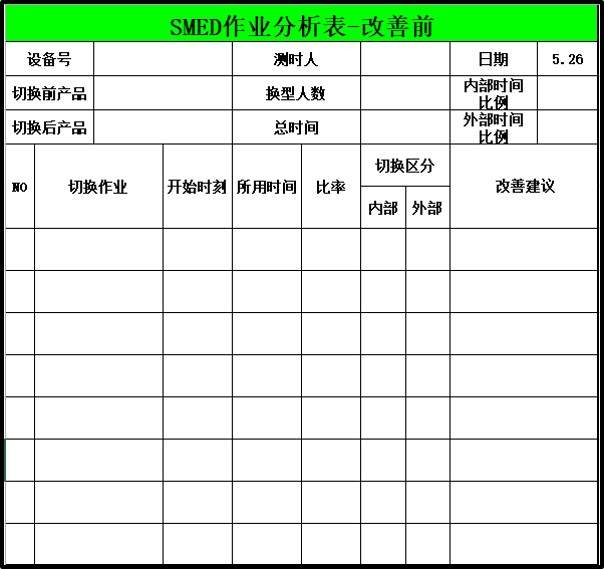
SMED內(nèi)外部時間定義:
內(nèi)部時間:
只有當(dāng)機(jī)器停下來才能進(jìn)行的操 作所需要的時間
外部時間
可以在機(jī)器運(yùn)行的情況下進(jìn)行的 操作所需要的時間
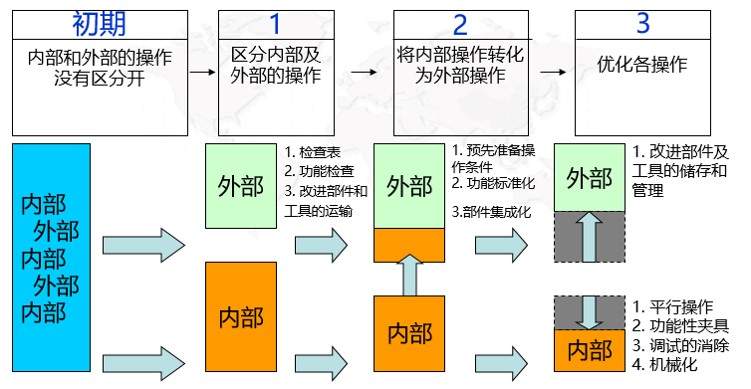
SMED 進(jìn)程:
SMED實(shí)施步驟:
第一步:
1.區(qū)分內(nèi)部和外部的工作
1.1將機(jī)器運(yùn)行時即能做的工作和必須停機(jī)才能做的工作分開�;
1.2 浪費(fèi)時間的實(shí)例(內(nèi)部時間≥外部時間)
1.2.1 停機(jī)以后才將部件或工具移至機(jī)器處�����;
1.2.2 在裝配時才發(fā)現(xiàn)工具或部件的缺陷��;
1.2.3 在部件安裝好后才發(fā)現(xiàn)部件的缺陷��;
1.2.4 在裝配過程中更換和維修部件��;
1.2.5 在裝配過程中尋找部件�����、螺釘�、材料等.
1.2.準(zhǔn)備和使用檢查表
1.2.1 列出切換工作中需要的所有東西
1.2.1.1 工具���、部件、標(biāo)準(zhǔn)操作規(guī)程以及需要的人員
1.2.1.2 合適的操作條件---溫度����、壓力����、轉(zhuǎn)換開關(guān)設(shè)置、閥門等.
1.2.1.3 產(chǎn)品的規(guī)格和尺度
1.2.2 標(biāo)出已經(jīng)準(zhǔn)備好的項(xiàng)目
1.2.3 對于每一個操作過程均使用檢查表
1.3.進(jìn)行功能檢查
1.3.1 檢查在切換時所有要使用的配件����、工具狀況是良好、功能是否齊全�����;
1.3.2 切換開始前(30分鐘前)就要檢查����,以及時進(jìn)行修理;
1.3.3 切換前要進(jìn)行核對所需項(xiàng)目是否與要求一致����。
1.4.改進(jìn)部件和工具的運(yùn)輸
1.4.1 所有新的部件和工具必須在停機(jī)前運(yùn)到現(xiàn)場≥外部操作
1.4.2 所有換下的部件和工具應(yīng)在切換結(jié)束后才進(jìn)行清理和轉(zhuǎn)存≥外部操作
1.4.3 將部件�����、工具存放于工作現(xiàn)場,切換時只動手不動腳
1.4.4 降低運(yùn)輸?shù)臅r間和人力(人數(shù))
1.4.5 使工具和部件容易找到和存放
1.4.6 機(jī)臺在停機(jī)前,準(zhǔn)備切換的模具要及時到 位于機(jī)臺合適的位置
第二步:
2.1.將內(nèi)部操作轉(zhuǎn)化為外部操作
2.1.1了解每一步內(nèi)部操作的真實(shí)目的和作用�����;
2.1.2找尋可將內(nèi)部操作轉(zhuǎn)化為外部操作的途經(jīng)��;
2.1.3以陌生的眼光觀察目前的切換過程����,只當(dāng)是第一次看到一樣.
2.2.預(yù)先準(zhǔn)備操作條件
2.2.1 在切換開始前����,準(zhǔn)備好所需的材料、部件�����、工具和條件(溫度�、壓力)
2.2.1.1檢查儀表
2.2.1.2將物品放在合適的位置
2.2.1.2預(yù)熱
2.2.1.3制作臨時支架
2.3.功能標(biāo)準(zhǔn)化
2.3.1確定哪些功能可進(jìn)行標(biāo)準(zhǔn)化,將外部尺寸、備件����、設(shè)置標(biāo)準(zhǔn)化����,以便部件能很容易更換
2.3.2盡可能少地更換部件(Zero ��!)
2.4.使用中間夾具/模塊(部件集成化)
2.4.1 使用中間夾具或模塊
2.4.2 使用具有標(biāo)準(zhǔn)的外部尺寸和固定裝置的中間夾具或模塊
2.4.3 在機(jī)器停機(jī)之前在中間夾具/模塊上進(jìn)行裝 配(外部時間)
2.4.4 在停車后將夾具/模具一次性更換(內(nèi)部時間)
第三步:
3.1.優(yōu)化切換操作的各方面
3.1.1 了解切換每個操作的作用和目的并詢問:怎樣更進(jìn)一步改善切換時間 ?
3.1.2 優(yōu)化內(nèi)部操作
3. 1.2.1增強(qiáng)平行操作�;
3.1.2.2多功能性夾具;
3.1.2.3調(diào)試的消除�����,對不可避免的進(jìn)行改善�;
3.1.2.4利用機(jī)械化��;
3.1.3 優(yōu)化外部操作�,包括貯存和運(yùn)輸原材料部件及工具:
3.1.3.1不必尋找配件和工具;
3.1.3.2不會使用錯誤的配件和工具��;
3.1.3.3不要進(jìn)行不必要的移動�。
3.2.調(diào)試的消除
3.2.1 試運(yùn)行和調(diào)整占總切換時間的30%;
3.2.2 盡量消除調(diào)試�����,而不僅是減少�����;
3.2.3 目標(biāo):一次性成功;
3.2.4 在裝配過程中使用標(biāo)準(zhǔn)程序���,并進(jìn)行雙重檢查��;
3.2.5 提高裝配技能(多一點(diǎn)學(xué)習(xí))
3.2.6 提高裝配可靠性的技巧:
3.2.6.1 使用標(biāo)準(zhǔn)設(shè)置以固定數(shù)字刻度/標(biāo)尺�;
3.2.6.2 可視化的設(shè)置值和參照線���;
3.2.6.3 最小公倍數(shù)原理�����;
3.2.6.4 傻瓜也能進(jìn)行的裝配 (防錯法)�����。
3.3.改善不可避免的調(diào)試
3.3.1 量化
3.3.1.1 什么時候需要 ? (在X個小時運(yùn)轉(zhuǎn)或者生產(chǎn)Y個產(chǎn)品后)
3.3.1.2 可以接受的偏差范圍 ?
3.3.1.3 需要采集樣本/數(shù)據(jù) ?
3. 3.2 制訂調(diào)試的程序:
3.3.2.1 規(guī)范的程序圖�����。
3.3.3 提高調(diào)試的技能:
3. 3.3.1 現(xiàn)場培訓(xùn)���。
第四步:
4.1.經(jīng)驗(yàn)和教訓(xùn)
4. 1.1 集中精力于工藝過程��,不僅是依靠改進(jìn) 設(shè)備
4.1.1.1發(fā)生切換時的時間節(jié)省程度多與操作順序有關(guān)進(jìn)行切換和平行工作時將切換部件移至它們應(yīng)在位置�。
4.1.2 切換的改進(jìn)不應(yīng)只由工程部門完成
4.1.2.1 SMED是一種系統(tǒng)化的方法�,易于團(tuán)隊(duì)成員使用
4.1.2.2 每個人都積極參加
4.1.3 在實(shí)踐過程中,將不斷積累的經(jīng)驗(yàn)標(biāo)準(zhǔn)化,制定相應(yīng)的標(biāo)準(zhǔn)
更多精益管理內(nèi)容請查閱:
精益管理:
八大浪費(fèi):
精益管理咨詢合作聯(lián)系電話/微信:137 5118 4775
(責(zé)任編輯:智泰咨詢)
 專業(yè)+敬業(yè)
專業(yè)+敬業(yè)
 手把手咨詢輔導(dǎo)
手把手咨詢輔導(dǎo)
 一次咨詢持續(xù)服務(wù)
一次咨詢持續(xù)服務(wù)
 咨詢性價比高
咨詢性價比高